
psp管电磁热熔视频
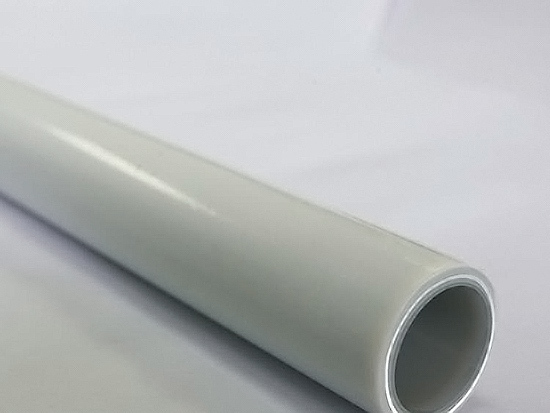
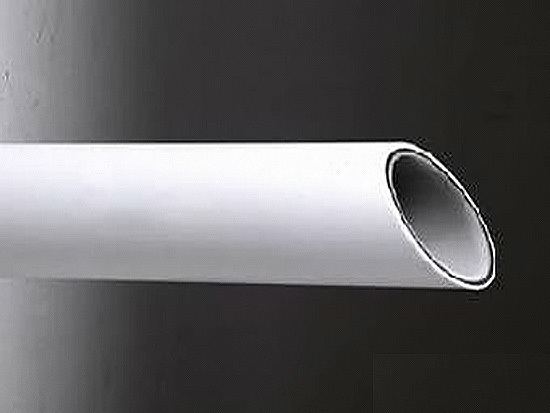
许多顾客一到这类時间都是较为关心psp管电磁热熔这一难题。因为当平均气温低时,发热量散布的较为快,因此psp管电磁热熔电焊焊接的工程施工溫度规定要高与别的时节,那样才能够 确保psp钢塑管管材的一切正常溶接。

放置别的层面,能够 依照平常的电焊焊接规定去实际操作,这里网编以DN160规格的PSP钢塑管为例,来实际表明电磁感应熔联接步。
1.原材料提前准备:自动焊接机各一部分连接开关电源220V、50Hz交流电流,有接地装置电源插头,工作电压转变力度在左右10%之内。发热板应开展清理,表层需光洁,在应用以前必须开展10分鐘左右的加热。设置发热板溫度等,最终安裝与管材规格相符合的管扣。
2.夹持:将PSP钢塑管或是PSP钢塑管管材放置平整部位,放在对接机上边,随后夹持,为钻削充分准备。
3.钻削:钻削所焊接钢管段、管材内孔残渣和空气氧化层,确保两连接内孔整平、光滑、结晶状。
4.对中:查验PE管的平行度,当两边面的空隙与错边量不可以符合要求时,应看待焊接件再次夹紧,切削,达标侧后方可开展下一步实际操作。
5.加温:查验发热板溫度是不是适合,一般在210℃~230℃,发热板需提早加热10分鐘后再应用,那样能够 确保发热板的溫度匀称,在电焊焊接PSP钢塑管管材的情况下还可以匀称加温。操纵好加温的時间,不可以太长也不可以过短,只能超过适合才可以确保电焊焊接品质。
6.连接:取出发热板后,迅速将两边热融脸相粘并施压。
7.连接进行:连接进行后待二保焊机制冷后,将零配件取出,移走二保焊机并搞好接口处的防污工作中,拿到电焊焊接好的管件。